

Рис. CTS
Кусок несущей конструкции из листового металла, укрепленный в результате сдавливания и изгиба
Современные технологии ремонта поставарийных повреждений автомобильных конструкций не полностью устранили традиционные методы обработки листового металла, известные в почти неизменном виде с древних времен.
После восстановления всех контрольных точек самонесущего кузова с помощью гидравлических цилиндров до правильного положения на ремонтной станции на отдельных деталях конструкции и щита наблюдаются более или менее видимые деформации формованных поверхностей. Подобные неисправности также могут быть следствием незначительных дорожных столкновений, которые не вызывают изменений в несущей конструкции транспортного средства.
СМОТРИ ТАКЖЕ:
Все они, однако, требуют тщательного удаления из-за прочности и эстетических соображений. Если замена таких поврежденных элементов на новые оказывается слишком дорогой или сложной по ряду других причин, для восстановления их первоначальных форм используются различные виды классической прошивки, то есть изгибание, усадка, а иногда и растяжение металлического материала.
Физические свойства металлов
Листовой металл представляет собой материал сравнительно небольшой толщины, получаемый на сталелитейных заводах путем прокатки металлических комков. Следовательно, он сохраняет все физические характеристики материала, из которого он был изготовлен. Различные типы стальных листов и полученные из алюминиевых сплавов используются для изготовления кузовов автомобилей. Эти металлы характеризуются определенной прочностью на растяжение и сжатие, эластичностью и пластичностью, в целом эластичность стали определенно выше, чем у алюминия, а пластичность обоих материалов при их сравнении меняется на противоположную.
Прочность (особенно прочность на растяжение), эластичность и пластичность имеют решающее значение для всех процессов обработки листового металла, в том числе для выпрямления вмятин в деталях кузова из листового металла.
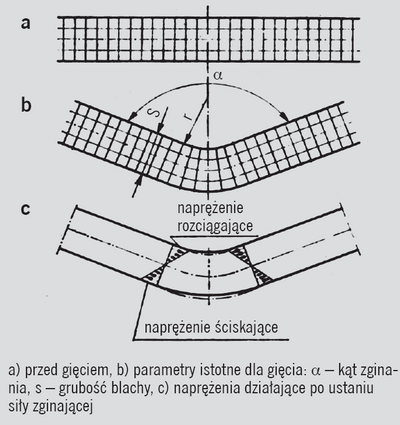
Рис.: Деформация гнутого листа (поперечное сечение к линии изгиба)
Если мы работаем с парой растягивающих сил на куске листового металла, сначала происходит фаза его упругой деформации, в которой материал распространяется пропорционально значениям компенсирующих сил, но возвращается к прежним измерениям после того, как они перестают функционировать.
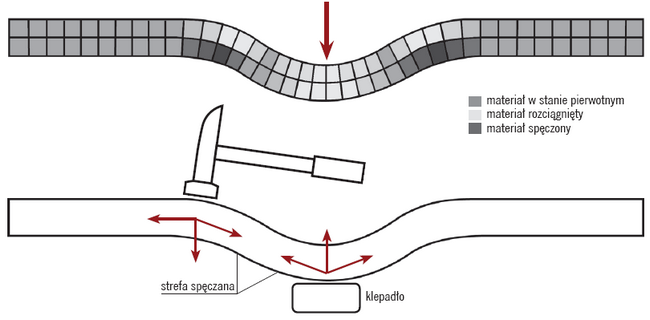
Рис.: Вверху: деформация корпуса кузова вследствие дорожного столкновения. Ниже: Распределение сил и сопутствующих реакций с правильным выпрямлением вмятин
Когда значение растягивающих сил превышает так называемый Предел упругости (также называемый предел текучести), материал начинает постоянно удлиняться. Если натяжение прервано в этой фазе, растянутый образец сжимается, потому что его эластичность все еще работает, но после усадки он дольше, чем в исходном состоянии. Если сила растяжения превышает прочность материала, он сломается. При всех этих операциях объем растянутого материала остается постоянным, поэтому длина может быть увеличена только за счет толщины или ширины.
Механика деформации листового металла
Плоские листы, особенно относительно тонкие, нельзя использовать в качестве отдельных компонентов или даже экранов, поскольку они очень тонкие. Следовательно, всем жестким изделиям придают жесткость путем формования плоского листового металла в трехмерные формы посредством различных типов пластического формования.
Самой простой такой процедурой является изгиб, то есть линейное разрушение плоскости материала, что придает ей значительно повышенную боковую жесткость. Они изготавливаются путем приложения поперечной силы к поверхности листа, прикладываемой на расстоянии от места (мест) опоры. На самом изгибе, образующем поперечное сечение определенного поперечного сечения, происходят следующие пластические превращения:
- наружный слой материала подвергается растяжению дуги, увеличивается их длина;
- на геометрической границе этих слоев длина изогнутого листа остается неизменной.
В дополнение к пластическим деформациям, изменяющим толщину упомянутых слоев во время изгиба, в металлическом материале возникает напряжение, то есть упругая деформация, которая после прекращения изгибающего усилия вызывает частичное выпрямление при изгибе. Этот факт следует принимать во внимание при увеличении угла поворота odginanej плоскости вокруг опорных точек соответствующей, эмпирически определенной величины. Хотя его можно точно рассчитать, в практике обработки металлов это слишком обременительная практика, поскольку этот дополнительный угол зависит от размера основного угла (который будет создан после завершения операции), радиуса изгиба арки и толщины листа.
Кроме того, следует помнить, что общая длина размеров, полученных при изгибе объекта, больше, чем длина листа, используемого для его изготовления, поскольку изгибы имеют форму поперечного сечения арок.
Более сложная операция - прессование плит на прессах с использованием штампов и штампов соответствующей формы. Этот метод используется для изготовления практически всех оловянных элементов кузовов автомобилей, которые во время прессования определяются не только аэродинамикой или эстетикой формы, но и механической жесткостью, подходящей для всех тонкостенных секций корпуса.
Во время экструзии металлический материал одновременно изгибается (по краям формующих инструментов) и растягивается (в остальных зонах обработки). Оба эти превращения также сопровождаются постоянно напряженной или временной (до тех пор, пока давление в прессе не сбрасывается) упругой деформацией. Глубина накачки не может быть произвольной, так как она напрямую зависит от пластичности и прочности материала. Окончательная толщина стенок объектов, сделанных таким образом, также важна здесь.
Типы мелких вмятин
При явлениях, подобных предполагаемому образованию листового металла, мы имеем дело с деформацией элементов кузова автомобиля из-за внешних воздействий. На их однородных поверхностях образуются вогнутости, выпуклости, изгибы и преломления. Их удаление требует выполнения обратных процессов по отношению к тем, которые их вызвали.
Жесткость элементов внешней оболочки со структурой оболочки означает, что обычно такие деформации возникают на относительно небольших участках и имеют форму желобчатых скважин с четко видимыми краями.
В зависимости от силы удара, это может привести к:
инверсия исходного выпуклости элемента без превышения предела упругости материала, то есть без его локального растяжения или нарушения;
- изменение первоначального выпуклости с постоянным изгибом листа по краям вмятин;
- изменение исходного выпуклости с одновременным растяжением материала в зоне вмятин.
В первом случае ремонт ограничивается мягким толчком детали, вдавленной снаружи, или ее извлечением с помощью резиновой присоски. После такой операции элемент восстанавливает свою первоначальную форму благодаря внутренним напряжениям, которые присутствовали в нем с момента его тиснения. В жаргоне из листового металла этот эффект называется «памятью листа».
Во втором варианте, упомянутом выше, должно быть пластическое выпрямление дуги окружного изгиба, то есть внешнее отклонение и растяжение внутреннего слоя изогнутого материала. После этой обработки обычно оставшаяся часть деформированной зоны автоматически возвращается к правильной форме по ранее описанному принципу.
Последняя из представленных возможностей аналогична образованию ям на прессах с использованием штампов. Разница, однако, заключается в том, что давление объекта, деформирующего пластину, обычно оказывается на относительно небольшой поверхности, составляющей центр самого углубления поддона. Поэтому расширение его стенок не равномерное. Они вызваны излучением компонентов центральной силы, уравновешенных реакциями, происходящими на вмятинах, усиленных изгибом окружности. Чем ближе к периметру, тем ниже концентрация растягивающих сил и, следовательно, расширение самой растянутой области.
Классические методы ремонта
Что касается методов удаления вмятин в кузовном цехе, то в большинстве профессиональных учебников советы явно неверны. Это относится не только к словесным описаниям, но даже к рисункам рекомендуемых операций. Это потому, что знающие жестянщики не умеют писать книги, а люди, наделенные легкостью написания, предпочитают заимствовать различные теоретические гипотезы друг у друга, чем думать лично о другом простом принципе молотка и молотка, и тем более проверять его практически напрямую контакт с деформированным листом.

Удар молотка создает силы для заготовки, для которой уравновешивающий эффект обеспечивается инерцией планки, то есть массивного стального корпуса с гладкими поверхностями. Если выпрямленная пластина находится точно между этими инструментами, каждое попадание сокрушит ее, то есть уменьшит ее толщину, увеличит поверхность, а не эффект, в конце концов, особенно когда мы хотим растянуть материал, чтобы соответствовать предыдущему месту снова. Небольшое взаимное смещение молотка и муфты не может принести желаемых результатов, потому что вместо усадки стенок полости он будет только изгибать их, внося неконтролируемые вторичные деформации.
Правильная процедура в этом случае следующая: молоток должен удерживаться в центре под самой глубокой точкой вдавливания, и молоток должен быть снова ударен сразу после периметра деформированной зоны, а затем вдоль спиральной линии к ее центру. Обратное направление (удары, переносимые от центра к окружности) вызывает растяжение листа, поэтому оно используется для целенаправленного формирования углублений в листах плоского листового металла.
Эти принципы имеют полное подтверждение во флэш-практике и одинаково легко объясняются теоретически. Когда молот ударяет по неподдерживаемому краю выемки, прилагаемая к нему сила делится на две составляющие: одна неважная, действующая вдоль неповрежденной поверхности и уравновешенная жесткостью всего элемента, и вторая, касающаяся стенки вдавливания и встречающая реакцию только в центрально расположенном клепаде. , Таким образом, создаются пары продольно-стягивающих сил, то есть постепенно нарушая растянутый листовой металл.
Если эта обработка наклона выполняется правильно, части листа, расположенные ближе всего к периметру, сначала возвращаются к первоначальной форме, и, наконец, к нижней части вмятин. Однако конечный результат очень редко является полностью удовлетворительным. Обычно удаление вогнутости всей поврежденной области сопровождается появлением на ней множества более мелких углублений, которые должны быть удалены (каждая отдельно) ранее описанными, изменяя только пещеру на более мелкий, предпочтительно «коматозный» тип (запятая - от его формы поперечного сечения).
Если, несмотря на исчерпание всех возможностей техники механической осадки, материал все еще находится не на своем месте или лист подвергается такой обработке, поверхность недостаточно ровная и достаточной жесткости, следует применять термоусадку. Он состоит из концентрической (вдоль спирали затяжки) сопротивления нагреву последующих точек всей чрезмерно растянутой области с помощью сварочного аппарата, оснащенного углеродным электродом или так называемого. и сразу же остудите их тканью, смоченной в холодной воде.

 Рис.: Сверху: молотки для обработки стальных листов (последний тип
Рис.: Сверху: молотки для обработки стальных листов (последний тип
«Бриллианты»), молотки для алюминия (деревянные, нержавеющие, алюминиевые),
klepadła ("кома", стандартная с простой ручкой и согнутой)
Окончательная гладкость выпрямленной поверхности должна быть такой, чтобы толщина нанесенной позже краски замазки была не более одного миллиметра в любой точке. Опытный жестянщик оценивает это точно своими глазами и прикосновениями, но полностью надежные результаты всегда дают ремонт отремонтированного металлического листа, потому что тогда обнаруживаются все незначительные неровности и вогнутости.
Специфика алюминиевых материалов
Эти правила применяются к удалению вмятин в деталях из листового металла, как стали, так и алюминия, но в последнем случае все еще применяются некоторые дополнительные правила.
Поэтому любое соприкосновение алюминиевого материала с молотками и барабанами из инструментальной стали недопустимо, поскольку при ударах одного металла другие железные микрочастицы проникают в поверхность алюминия, становясь зародышем его неизбежной коррозии и причиной повреждения последующих покрытий. Поэтому для обработки алюминия можно использовать только молотки из алюминия, алюминия или нержавеющей стали. Не используйте алюминиевые фитинги, так как они будут слишком легкими. Так что в этом случае вы должны использовать сталь, но завернутый в кусок ткани.
Кроме того, алюминиевые листы при нормальных температурах, в разговорной речи мирные, гораздо более хрупкие, чем стальные. Поэтому любая пластическая обработка должна подвергаться после предварительного нагрева до 220-280 ° C вышеупомянутым углеродным электродом (сварочный аппарат должен иметь подходящую функцию или газовую горелку для этой цели, но последний вариант гораздо менее удобен). Температура, полученная от сварщика, может быть установлена соответствующим образом и затем поддерживается самостоятельно. В случае горелки температура регулируется с помощью специального карандаша или, в крайнем случае, так называемого серое мыло. Следы этих веществ, оставленные на противне, обесцвечиваются при достижении температуры около 280 ° C.
Ручные инструменты из листового металла
Стальные листовые молотки должны иметь плоскую поверхность битеров, необходимых для осадки листового металла в крупных вмятинах и для выпрямления выпуклых гофр. Задние части колотушек могут быть оснащены сферическими и коническими клювами для удаления небольших вмятин без использования клюшки или плоских клювов для воспроизведения оригинальных канавок, краев и профилирования поврежденных узких тиснений.
Специальный инструмент - молоток «каро». Его лоб состоит из трех сегментов с зубчатыми поверхностями, сближающимися друг с другом в момент столкновения с обработанной поверхностью. Это решение должно использоваться для облегчения высадки металлических листов, но оно работает, как предполагалось, только во время первых нескольких ударов. Тогда материал больше растягивается клинообразными зубами, чем тянет челюстями к середине лба барана.
При обработке алюминиевых листов используются молотки: деревянные - для черновой обработки, алюминий с плоскими задними дугами (они аналогичны молоткам аналогичной формы для стали) и изготовлены из нержавеющей стали (их пластиковые задние крышки выполняют те же функции, что и металлические задние концы молотков к стали).
Стандартные слоты выполнены в виде массивных твердых тел с несколькими различными поверхностями уступа. Для выпрямления мелких вмятин используется тип "кома" с использованием их цилиндрических поверхностей. При ремонте частей тела без их предварительной разборки очень полезны плоские и клиновые зажимы с прямыми или изогнутыми ручками, а иногда даже необходимыми, поскольку их можно использовать в труднодоступных местах. Лопата с двойным изгибом может быть вставлена через отверстия в выпрямленных листах даже в пространства, закрытые корпусом корпуса.
СМОТРИ ТАКЖЕ:
